

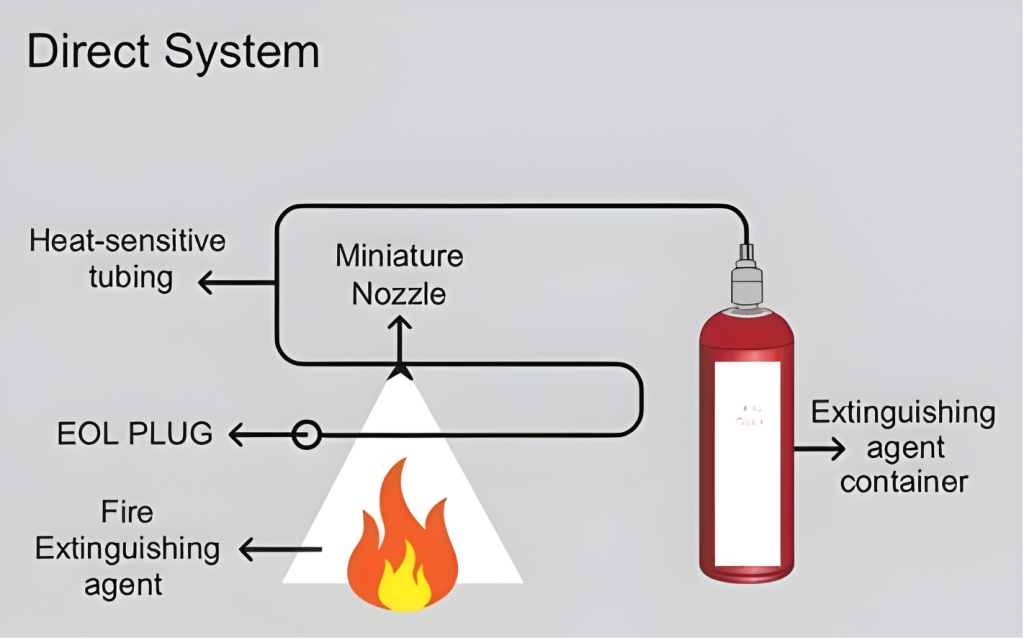
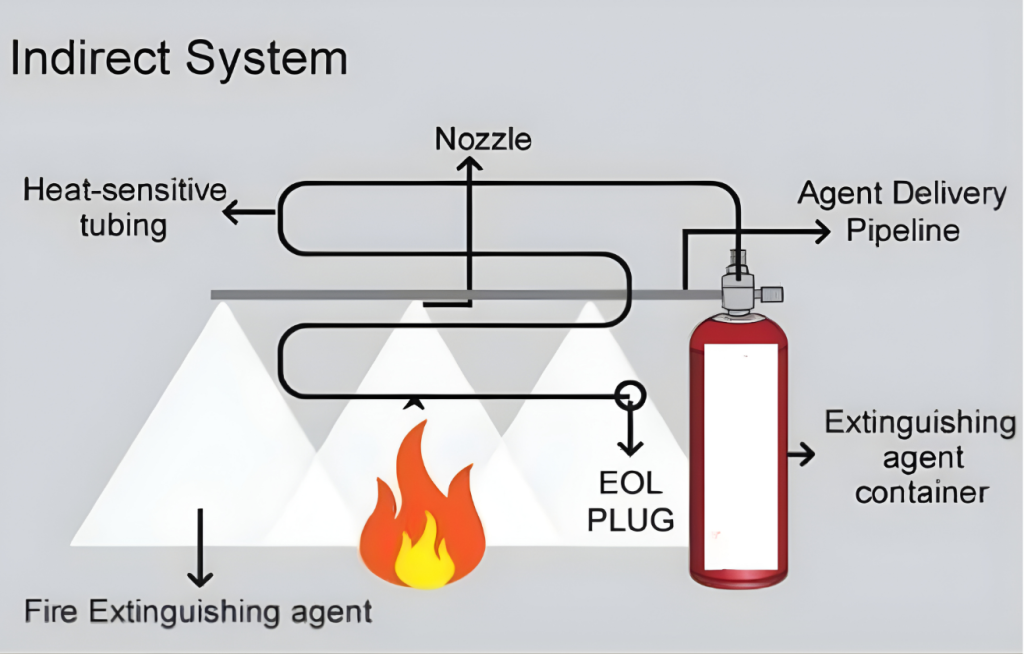
Proprietary Linear Tubing:
Heat-sensitive polymer that acts as a continuous detector and delivery nozzle.

Clean Agent Integration:
Optimized for FK-5-1-12, CO2, and Inert Gases to ensure zero secondary damage to electronics.

Fire Extinguishers:
Available in various sizes and materials like mild steel or aluminum, these portable units are factory-tested for immediate deployment.
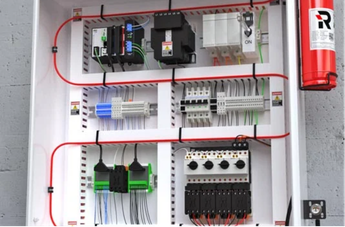
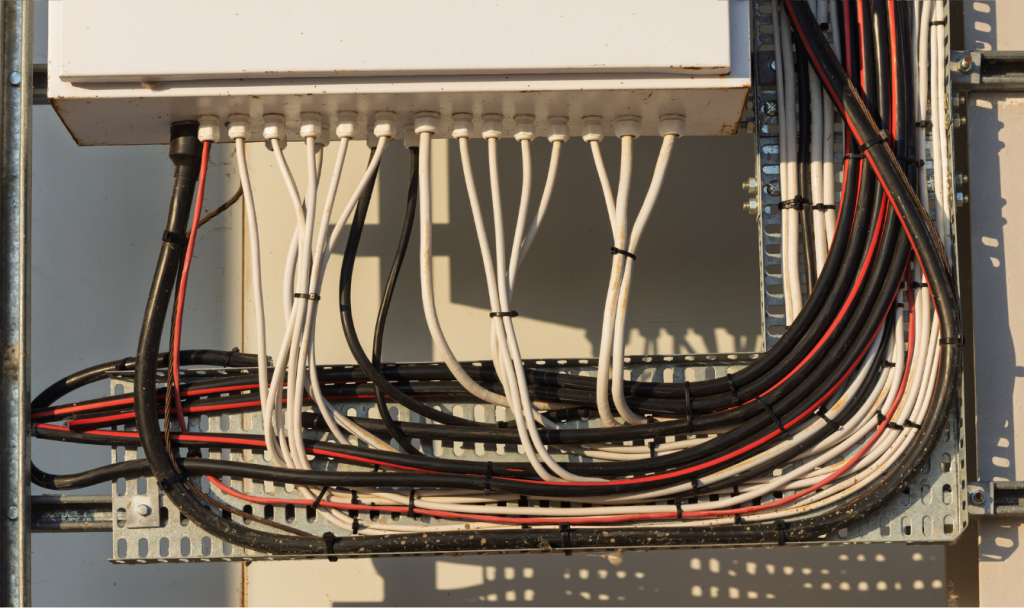
Panel Protection System - Tube Based
This self-actuating, pre-engineered system provides 24/7 fire protection for enclosed high-risk electrical equipment using heat-sensitive polymer tubing.

Fire Hydrants Systems:
These systems provide high-pressure water delivery and are manufactured to outperform under extreme conditions across diverse industrial sectors.

Exit Signages:
These essential safety markings provide clear guidance for personnel during emergency evacuations within complex industrial or commercial hubs.

Gas Suppression System:
Utilizing clean agents like FK-5-1-12 or Inert Gas, these systems displace oxygen to extinguish fires without leaving residue or causing secondary damage to electronics.

Fire Alarm System:
Engineered for advanced active fire protection, these systems are designed to detect risks early and safeguard critical assets and personnel.

Sprinklers-system:
Blazepro offers high-efficiency and economically viable sprinkler solutions tailored to redefine global standards in fire safety.

Passive Fire Protection:
This specialized engineering focuses on identifying and containing risks before they escalate to ensure a "Zero-Failure" safety environment.
Enhanced Structural Integrity
Our systems protect critical building elements, maintaining stability and strength even under extreme fire conditions.
Factory-Tested Quality
Every kit is pre-filled and factory-tested before dispatch to ensure immediate, error-free deployment.
Custom-Engineered Solutions
We don't believe in "one size fits all." Our engineers customize system hardware based on your specific thermal and chemical risks.
Eco-Conscious Chemistry
Our products utilize agents with low Global Warming Potential (GWP) and zero Ozone Depletion Potential.

Rapid Fire Detection
Our advanced detection technology identifies heat anomalies instantly, enabling faster response times and minimizing potential damage.
Low Maintenance Design
Engineered for long-term performance with minimal servicing requirements, reducing downtime and operational costs.











